为什么选择我们
嘉兴锐固五金科技股份有限公司成立于2009年.

嘉兴锐固五金科技股份有限公司成立于2009年,位于海盐县通元镇工业园区,毗邻杭州湾跨海大桥,距离杭州萧山机场100公里,交通便利。 工厂占地面积约10000平方米,职工80余名。

嘉兴锐固五金科技股份有限公司成立于2009年.
我们拥有强大的研发团队,我们可以根据客户提供的图纸或样品开发和生产产品。
我们可以直接提供价格和产品。
佰富彩我们拥有自己的检测实验室和完善的检测设备,可以保证产品的质量。
我们的年生产能力超过1000000件,我们可以满足不同客户的不同采购数量的需求。
我们专注于为国际市场开发优良产品。我们的产品符合国际标准,主要出口到欧洲,美国,日本和世界各地。
我们始终不渝的秉承:“锐意进取,固在品质”的公司理念,在平等互利的基础上积极发展贸易,共创辉煌。
佰富彩我们始终不渝的秉承:“锐意进取,固在品质”的公司理念,在平等互利的基础上积极发展贸易,共创辉煌。
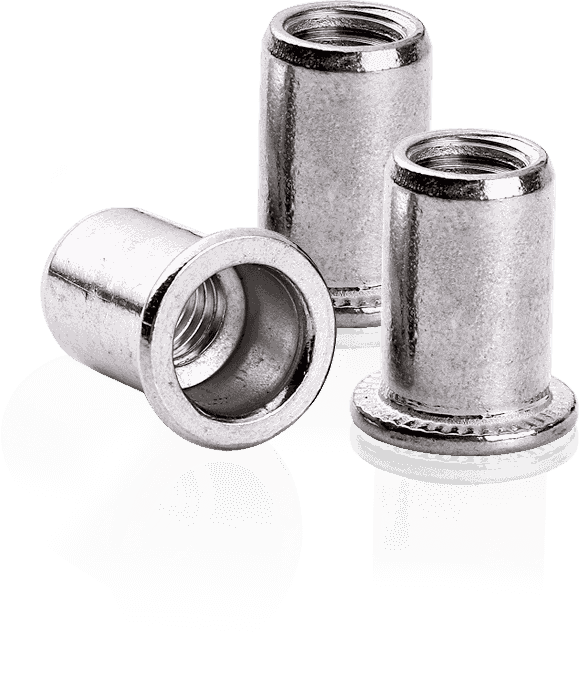
拉铆螺母是一种常用于机械连接的重要元件,它通过拉铆的方式将内部螺纹结构固定在基材上,形成可靠的螺纹连接。通常由金属制成,拉铆螺母的外壳具有螺纹,内部带有相应的内螺纹,使其能够与螺栓或螺母配合使用。 这种连接件被广泛应用于汽车制造、航空航天、机械制造等领域。拉铆螺母的设计旨在提供稳固的连接,能够承受各种振动、拉力和其他外部力的作用。与传统的焊接或螺栓连接相比,拉铆螺母具有更好的抗拉性能和安全性。 然而,使用拉铆螺母需要一定的专业技术和操作技巧。安装时需要使用拉铆枪等专用工具,确保正确的安装和固定。同时,选择合适的型号和安装方法也至关重要,以适应不同的环境和负载条件,避免因为安装不当或受到严重...
佰富彩拉铆螺母是一种常用的机械连接件,用于在薄板或其他结构上形成可靠的螺纹连接。它通常由金属制成,具有一个带有螺纹的外壳,内部带有相应的内螺纹,以便与螺栓或螺母配合使用。拉铆螺母的安装通常通过拉铆的方式,使用拉铆枪或其他专用工具将其固定在基材上。 在工程领域中,拉铆螺母具有广泛的应用。它被广泛用于汽车制造、航空航天、机械制造等行业,在这些领域中,对连接件的强度、稳定性和耐用性有着严格的要求。相比传统的螺栓连接,拉铆螺母能够提供更牢固、更可靠的连接,能够承受各种振动、拉力和其他外部力的作用。 然而,使用拉铆螺母需要注意一些关键因素。首先,安装拉铆螺母需要使用专用的工具和技术,以确保正确的操作。其次...
佰富彩铆螺母是一种用于连接薄板或薄壁构件的紧固件,它通过铆接工艺将自身嵌入材料中,提供牢固的连接。 铆螺母是一种常见的紧固件,广泛应用于航空航天、汽车制造、电子设备等领域。它的主要作用是在薄板或薄壁构件上提供可靠的连接,通常用于连接无法使用传统螺栓的地方。 铆螺母的制造材料通常是高强度的金属,如铝合金或不锈钢。这保证了它在连接中能够提供足够的强度和耐腐蚀性,适应各种工作环境。此外,一些铆螺母还可能采用特殊的涂层或表面处理,增加其防腐和耐磨性能。 铆螺母的安装通常需要使用专用的铆接工具,如拉铆枪。在安装过程中,铆螺母被插入预先打孔的孔中,然后通过拉铆枪施加拉力,使其与基材形成紧密的连接。这种铆接...
公司主要产品有平头铆螺母、沉头柳螺母、竖纹铆螺母、六角柳螺母、盲孔(闭端)铆螺母以及各种非标准件。锐固产品已在飞机、船舶、汽车、机械、家具、箱包等领域被广泛运用。










